













Ankstesniame straipsnyje išsamiai aprašėme judesio valdymo ir robotikos integravimo pavyzdžius. Taigi, kaip su darbo ląstelėmis ir sistemomis, supančiomis robotiką jų darbo ląstelėse? Įvairios automatizuotos sistemos gali aptarnauti, perkelti ir patobulinti robotą, kad maksimaliai padidintų jo naudingumą.
Šių periferinių judesių sistemų sudėtingumo lygiai yra įvairūs. Mašinos priežiūra yra paprastesnė nei surinkimas, o dauguma surinkimo užduočių yra paprastesnės nei operacijos, susijusios su transportavimu.
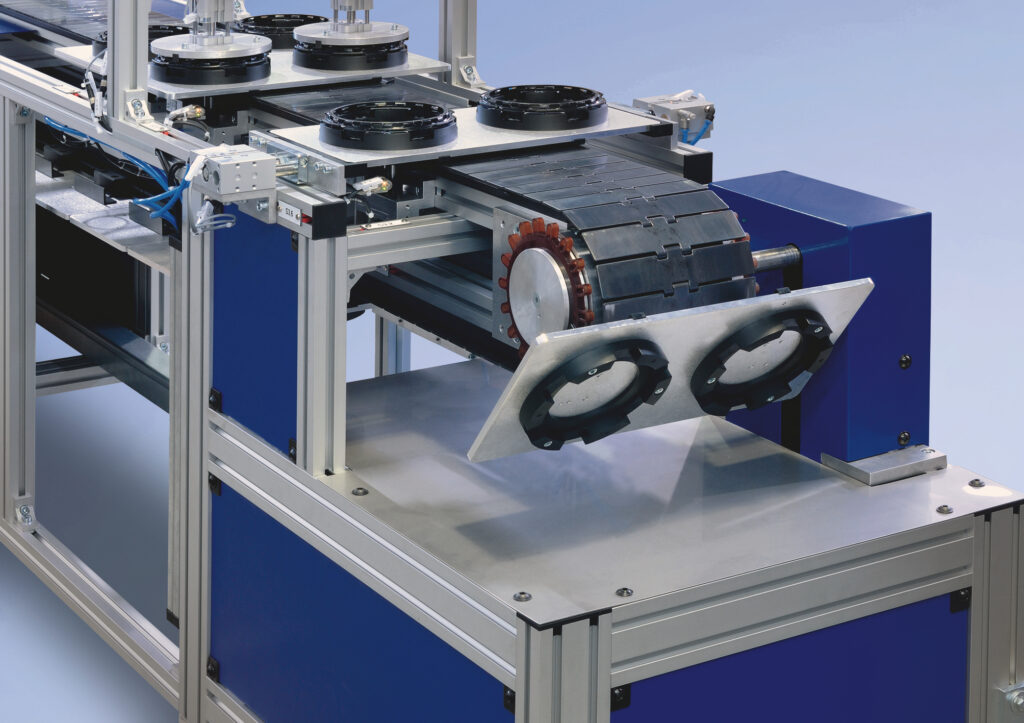
Pastarasis reiškia medžiagų tvarkymą kaip paėmimo ir išdėstymo funkcijas (kaip parodyta toliau), kai reikia suderinti visas roboto ašis ir galutinį efektorių su konvejeriu. Tokių sąrankų atveju roboto vieta konvejerio atžvilgiu kartu su daugybe kitų parametrų gali būti optimizuota modeliavimo programinėje įrangoje, kad rankos judėjimas būtų kuo mažesnis.
Žinoma, jokia diskusija apie periferines judesio sistemas, kurios papildo robotiką, nebūtų baigta, nepaminėjus septintosios ašies sistemų – dar vadinamų „robotų perdavimo vienetais“ arba RTU.
Inžinieriai gali nusipirkti iš anksto suprojektuotus RTU arba sukurti juos patys, naudodamiesi judesio sistemų patirtimi. Paprasčiausios RTU yra linijinių vikšrų poros, turinčios platformas, prie kurių prisuka robotas.
Tačiau daugelis originalios įrangos gamintojų samdo specialius integratorius situacijoms, kai RTU robotai atliks labai tikslius darbus. Pavyzdžiui, tai gali būti pjovimo užduotis, kai dizainas turi sinchronizuoti kelių ašių artikuliaciją arba liejinių perkėlimą įvairiomis staklėmis apdorojimui.
Tai Bishop-Wisecarver septintosios ašies sprendimas. Kreditas: Lisa Eitel
Didžiausias iššūkis inžinerinėms RTU yra suprogramuoti juos sinchronizuoti su jų nešiojamų robotų rankų artikuliacija. Antras didžiausias iššūkis yra priversti RTU išlaikyti tikslų tiesinį judėjimą daugelio metrų atstumu.
Tačiau kitos linijinio judėjimo technologijos papildo robotų darbo ląsteles. Čia matome PBC Linear Applied Cobotics Cobot tiektuvą – automatizuotą CNC staklių priežiūros stelažą.
Tiksliau, dalinio padavimo sistema tiekia ir paleidžia dalis į apdirbimo procesą. Sprendimas turi Universal Robots UR+ partnerio sertifikatą.
Koboto tiektuvą sudaro saugojimo ir paėmimo mazgas su UR jėgos ir galios ribojančiu roboto pjedestalu, uždaras plieninis stelažo bokštas su 17 dėklų talpa ruošiniams laikyti iki 22,6 kg (50 svarų) ir jutiklinio ekrano žmogaus ir mašinos sąsaja (HMI). Tai taip pat apima Ethernet IP, Modbus ir standartinius UR cobot ryšius.
Pagrindiniai kandidatai į tokias mašinų priežiūros periferines sistemas yra tos, kurios yra ypač sudėtingos. Žemiau esančiame vaizdo įraše parodyta, kaip mašinų gamintojas Card-Monroe naudoja Applied Cobotics tiektuvą, gamindamas savo sudėtingas kuokštelių siuvimo mašinas, kurias gali sudaryti 50 000 dalių.
Tiektuvas padeda automatizuoti dalių, patenkančių į CNC mašinas, išdėstymą ir tvarkymą. Automatizavus šios mašinos priežiūrą, Card-Monroe darbo sąnaudos sumažėjo 78 %.
Aštuntos ašies vertikalūs RTU yra dar vienas linijinio judesio sprendimas, skirtas robotizuotoms darbo ląstelėms. Bishop-Wisecarver's RTU-V yra LoPro RTU-L ir -M pasiūlymų pratęsimas. Vertikalūs smūgiai pasiekia 4 m (13,1 pėdos), kad būtų išplėsta roboto rankos pasiekiamumas logistikos, gamybos, žemės ūkio ir pakavimo srityse.
Tokio tipo aštuntos ašies RTU taip pat naudinga, kai robotų rankos dirba su dideliais mazgais, tokiais kaip raketų vamzdžiai, valčių korpusai ir kosminės erdvės konstrukcijos.
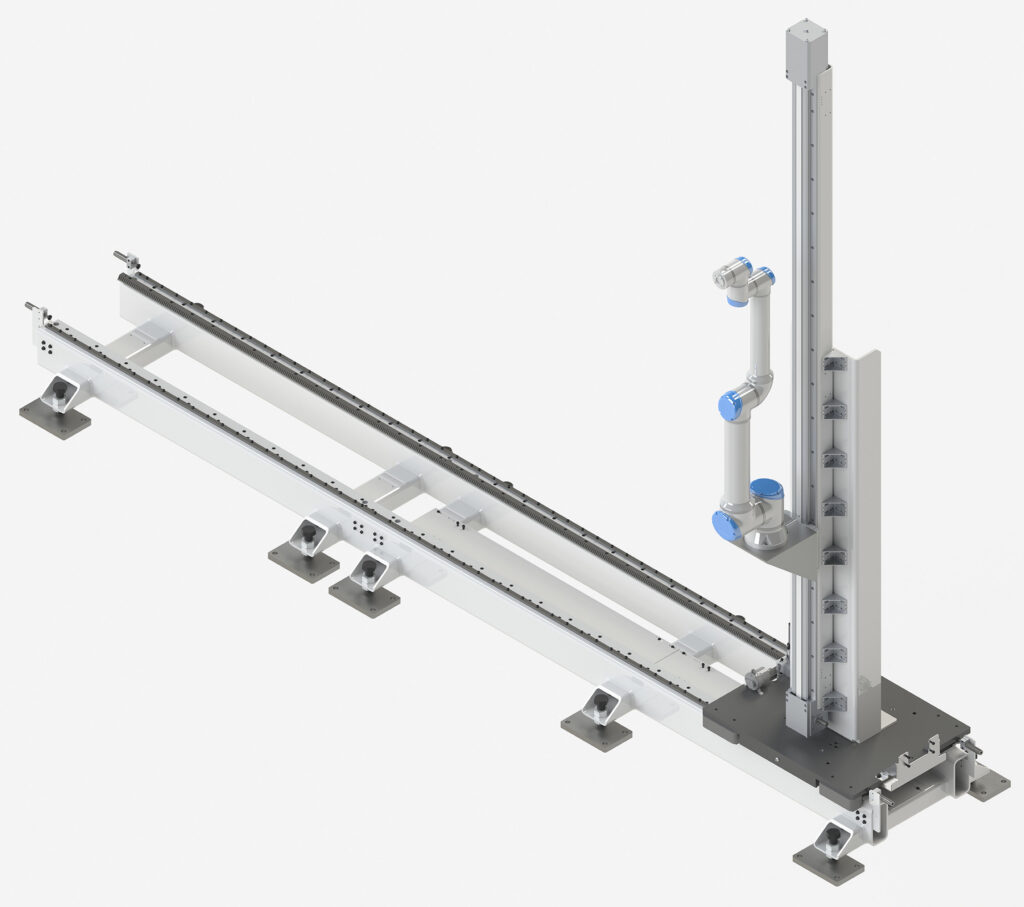
Suderinamas su LoPro komponentais ir DualVee RTU-H, šis RTU-V gali būti montuojamas vertikaliai, kad būtų užtikrintas dviejų ašių judėjimas.
Vienas įspėjimas: norint išlaikyti stabilumą ir tikslumą, jiems reikia konstrukcinio tvirtinimo laikiklio. Kitaip tariant, jų negalima tiesiog montuoti tiesiai prie gamyklos sienos. Kad RTU-V tvirtinimo kronšteinas prisukamas prie gamyklinių grindų arba prie DualVee RTU-H.

Aštuntos ašies sistemos gali palaikyti didelių agregatų, pavyzdžiui, orlaivių konstrukcijų, surinkimą. Šaltinis: Adobe Stock
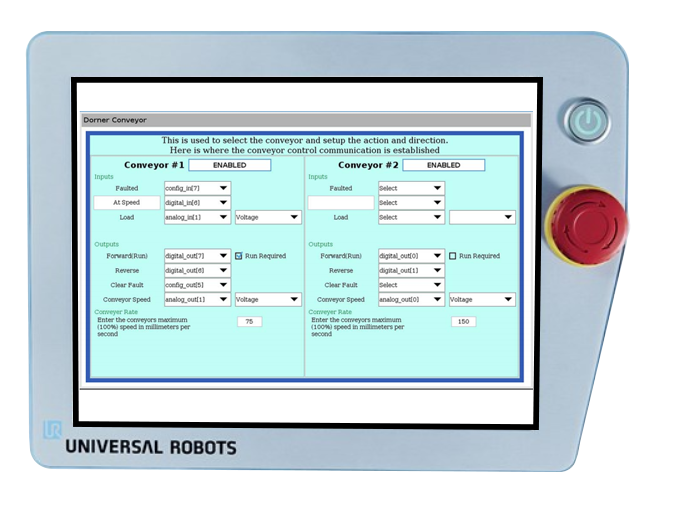
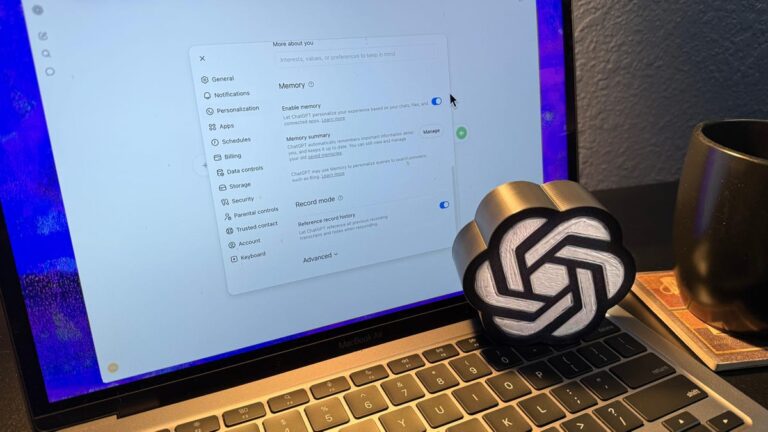
UR programinės įrangos papildiniai leidžia konfigūruoti ir valdyti konvejerį. | Šaltinis: Universal Robots
Ypatingas konvejerio priežiūros atvejis
Kaip minėta, konvejerių priežiūra robotizuotai yra didžiausias iššūkis. Konvejeriai turi kintamą greitį ir kintamą ruošinio padėtį, nebent naudojami ritinėliai ir padėklų tvirtinimo konvejeriai, kurie laiko ruošinius.
Konvejeriai yra atskiri judesio modeliai su diržu arba galios voleliu, varikliu, stabdžiais ir valdymo elementais, kuriems reikia atsižvelgti į darbo ląstelių koordinavimą.
Šis SPU recirkuliacinis padėklų konvejeris yra tinkamas akumuliavimui linijoje. Ši čia parodyta versija yra vieno pločio variantas, skirtas buferinėms sritims ir kompensuoti skirtingą ciklo laiką prieš srovę ir pasroviui. Šaltinis: mk Šiaurės Amerika
„Matome, kad labiau padaugėjo bendradarbiaujančių robotų, susijusių su mažesnėmis operacijomis – mažiau nei 1000 darbuotojų – kur automatizavimo darbai atliekami įmonės viduje“, – sakė automatikos platintojas BRAAS Co. produktų specialistas Danas Toyntonas. BRAAS glaudžiai bendradarbiauja su keliais automatikos gamintojais, kurdama konvejerių ir robotikos integracijas pakavimo pramonei.
Konvejerio ir roboto integracijos procesas prasideda nuo robotų gamintojų, kurie dažnai naudoja savo programinę įrangą diegimui ir programavimui. Tada originalios įrangos gamintojai arba gamyklos inžinieriai gali atsisakyti projektavimo darbų, kad sukurtų darbo elementą.
Kai kurių robotų gamintojų programinės įrangos papildiniai netgi gali konfigūruoti ir valdyti konvejerius bei jų priedus. Įdiegus programą, prie programavimo pridedami konvejeriai su įvestimis ir išėjimais, skirtais paleisti, sustabdyti, nustatyti greitį ir stebėti būseną. Ši integracija veikia kaip rankos paspaudimas tarp konvejerio ir roboto ir netgi leidžia operatoriams vienu metu valdyti kelis konvejerius nuo valdiklio ir stebėti pasaulinį našumą.

Padėklų tvirtinimo konvejeriai vis labiau paplitę automobilių komponentų, medicinos prietaisų ir elektronikos gamyboje, taip pat automatizuoti gaminių bandymai ir tikrinimai. | Šaltinis: Adobe Stock
Robotinės programos veikia su paprastesniais valdikliais ir aklai pereina prie ruošinių, todėl joms reikia, kad tie ruošiniai būtų tikslioje konvejerio vietoje. Tačiau kažkas turi suteikti operacijai tikslumo. Daugeliu tokių atvejų tai gaunama iš servovaromo konvejerio. Pramonei būdingas servovaromų juostinių konvejerių pakartojamumas yra ±0,75 mm, esant 100 indeksų per minutę.
Tiesinio perdavimo sistemos, pagrįstos tiesioginės pavaros vėžėmis (panašios į linijinius variklius, ištemptus į lenktynių trasos transportavimo kilpą), gali būti 10 kartų tikslesnės, jų pakartojamumas yra ±0,075 mm. Tačiau šios tikslios, šarnyrinės robotų rankos nėra įprastas poravimas. Vietoj to, stacionarios surinkimo mašinos yra tipiškesnės, kaip parodyta šiame Beckhoff pavyzdyje:
XTS Linijinis gaminių transportavimas. | Šaltinis: Beckhoff USA
Padėklų tvirtinimo konvejeriai (nepainiokite su įranga, kuri judina slydimus) yra dar vienas sprendimas, užtikrinantis, kad ruošiniai nebūtų visaip, kai jie pateikiami roboto rankai. Jie vis dažniau naudojami ir derinami su robotika. Taip yra todėl, kad tokius konvejerius galima sukonfigūruoti arba užprogramuoti taip, kad jie pradėtų ir sustotų tam tikrais intervalais, kad būtų sinchronizuojami su robotų užduotimis.
Jei ruošiniai ant konvejerio yra visaip, gali prireikti mašinos matymo ar kito sprendimo norint nustatyti ruošinio vietą ir orientaciją, palyginti su roboto koordinačių rėmu.
Redaktoriaus pastaba: Šis straipsnis buvo sindikuotas iš Roboto ataskaita brolių ir seserų svetainė Dizaino pasaulis.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}